本文围绕折弯、工件、加工、定规、钣金、模具、弯曲、板料、半径、原点有关词展开编写的关于南昌大型钣金折弯加工收费sbet实博相关的文章,仅供大家了解学习。
钣金折弯: L折:根据角度分为九折和非九折。按加工方式分,有一般加工(L>V/2)和特殊加工(L钣金折弯):高度高的桥容易断;原因分析:由于桥高,材料拉伸严重。易模具棱角不磨或磨得不够。材质韧性太差或者桥太窄。解决方法:加长断裂侧的工艺孔。增加吊桥的宽度。打磨模具的R角,增加圆弧过渡。向泵桥添加润滑油。(因此,这种方法会使工件表面变脏,所以不能用于AL零件等。).模具好加工的时候,加工的尺寸就跑;分析:由于加工过程中工件被向前压,工件向前移动,增加了前角的尺寸L。解决方法:磨掉图中阴影部分。一般需要多少补多少。磨掉易模所有自定位部分,改用后定位位置。衢州大型钣金折弯加工机是钣金行业中工件折弯成型的重要设备,其作用是将钢板按工艺要求压制成各种形状。
钣金折弯:折弯模具由钢材经特殊热处理制成,具有硬度高、不易磨损、承受压力大等特点。但是每套模具都有它的极限压力:吨/米,所以在使用模具时,正确选择模具的长度非常重要,即每米要加多少压力,千万不要超过模具标注的压力。为了不损坏模具,我们规定使用长度超过300mm的上下模对准原点。只有对准原点后,才能使用高度相同的上下模。禁止使用分模对原点,原点必须以AMADA机内部原点压力为准,80T不能超过7吨,100T不能超过10吨,200T不能超过15吨。在使用模具时,由于各种模具的高度不同,所以一台机器只能使用相同高度的模具,而不能使用不同高度的模具。使用模具时,应根据金属板材的硬度、厚度、长度选择合适的上下模具。下模一般是我公司按照5~6T的标准使用,长度比板材长。当材料较硬较厚时,应使用槽较宽的下模。
钣金折弯:弯曲件的弯曲方向:在确定弯曲方向时,毛坯的下料断裂区应尽可能位于弯曲件的内侧,以防止断裂区的微裂纹在外部拉应力的作用下扩展成裂纹。如因零件结构需要正反向折弯时,应尽可能增大弯曲半径或采取其他工艺措施。板料的各向异性对弯曲变形也有一定的影响,尤其是对于塑性较差的材料。如果允许,工件的弯曲线应尽可能垂直于金属板的纤维方向。否则,当弯曲线平行于纤维方向时,容易在弯曲部分外侧形成裂纹。如果需要多方向弯曲,弯曲线应与纤维方向成一定角度。除了金属板的材料,金属板的厚度,角度折弯和模具的形状都会影响折弯系数。
钣金折弯:影响折弯加工的因素很多,包括上模半径、材质、材料厚度、下模强度、下模开模尺寸等。为了满足产品的需求,确保折弯机的安全使用,厂家对折弯刀模进行了系列化。我们在结构设计的过程中需要对现有的折弯刀模有一个大致的了解。折弯加工顺序基本原则:由内向外折弯;从小到大折弯;先折弯特殊形状,再折弯一般形状;前一个过程形成后,不会影响或干扰后续过程。对于钣金折弯,半径折弯应为折弯。折弯的半径不能太大也不能太小,要适当选择。折弯半径太小,不会导致折弯处开裂,而折弯半径太大,则不容易使折弯回弹。钣金折弯:严格遵守机床安全操作规程,按要求穿戴劳动保护用品。乐山钣金自动折弯设备多少钱?
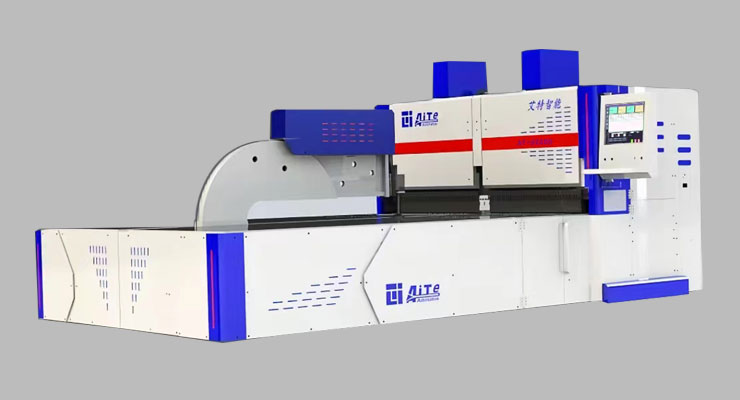
折弯机是一种可以折弯钣金的机器。南昌大型钣金折弯加工费
钣金折弯:压制五金件,使用折叠床压制拼接五金件,一般使用凹模、夹具等辅助模具加工。一般有螺母、螺柱、螺钉等五金件。加工注意事项:当工件形状需要进行避位加工时,避位。加工完成后,检查扭矩和推力是否达标,五金件和工件是否平整、紧固。折弯按完再按插座。在机床旁边压的时候,注意加工避让和模具的平行度。如果是鼓包,注意鼓包边缘不能有裂纹,鼓包边缘不能高于工件表面。易成型:一般易成型的加工内容有:短节差、钩卡、桥拉、包拉、弹片压制和一些不规则形状。易于使用的模具一般用于后定位或自定位。功能和装配要求不受影响,外观正常,这一点很重要。南昌大型钣金折弯加工费
本文分享了折弯工件相关于南昌大型钣金折弯加工收费的文章资料,青岛sbet实博主营产品:智能柔性折弯机、柔性折弯中心、数控折弯机、折边机、翻边机、全自动柔性折弯机、数控冲床、数控转塔冲床。sbet实博柔性折弯中心可广泛应用于钢柜壳体领域(文件柜、工具柜、外护罩、电气柜、通讯柜、燃气柜、水表柜……)、厨具领域(冰箱、空调、灶具……)、家具、通风、制冷、净化、门业、装饰、电梯及其他相关的金属成型领域。